

Kontrollierte Abkühlung in Fertigungslinien
Kühltunnel ermöglichen eine raschere Weiterbearbeitung im Produktionsprozess der Werkstücke
(Okt. 2019/OM) - Werkstückkühler werden dort eingesetzt, wo eine schnelle und definierte Abkühlung der prozessbedingten Erwärmung von Werkstücken zur Prüfung oder Weiterbearbeitung notwendig ist.
Werkstücke werden nach dem Fräs- oder Drehprozess gereinigt, um Späne und Kühlschmierstoffreste zu entfernen. Dabei erwärmen sich die Teile auf etwa 60°C. Da die nachfolgende Bearbeitung oftmals Raumtemperatur erfordert, haben sich Kühltunnel als schnelle und praktikable Lösung gegenüber Abkühlbereichen, die als Pufferzonen dienten, durchgesetzt. Die Teile können nach dem Waschprozess sofort vermessen, beziehungsweise weiter bearbeitet werden.
Zwei Modellvarianten
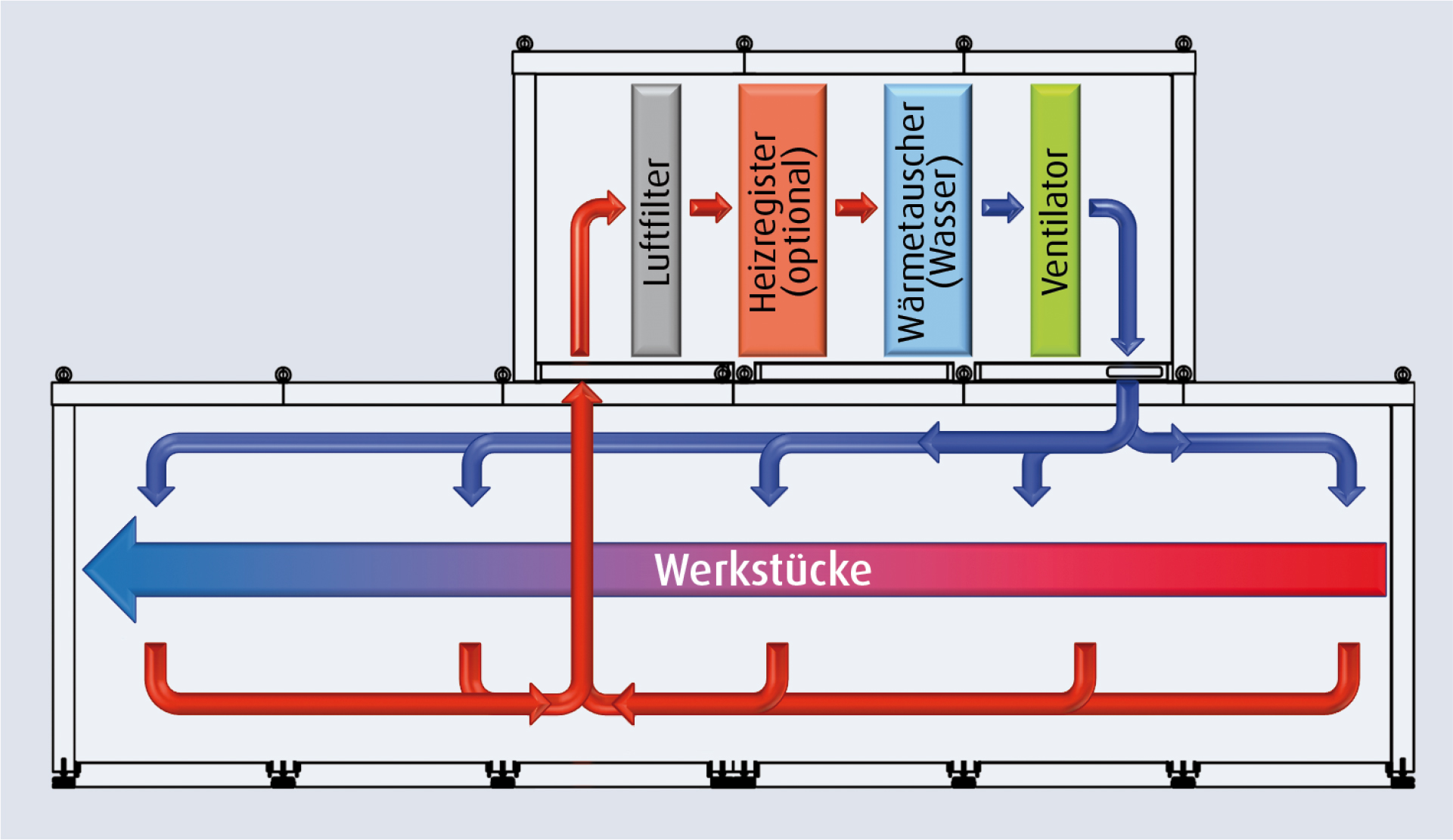
Je nach Verfügbarkeit der Kühlmedien entscheidet die Duotemp Kältetechnik GmbH als Hersteller solcher Anlagen zwischen den Baureihen WKT oder DVT. Duotemp ist seit 45 Jahren im Bereich der industriellen Kältetechnik aktiv und eine hundertprozentige Tochter der Lahntechnik GmbH, die wiederum seit 1958 kältetechnische Aggregate und Kleinserien entwickelt und fertigt. Beim Modell WKT wird die erzeugte Kaltluft innerhalb des Kühltunnels umgewälzt und kühlt die Werkstücke auf das gewünschte Temperaturniveau ab. Die Abwärme aus dem Kühlprozess wird direkt über einen Kaltwasserwärmetauscher ans kundenseitige Kaltwasser abgegeben. Hierzu muss die Kaltwassertemperatur unterhalb der geforderten Werkstücktemperatur liegen.
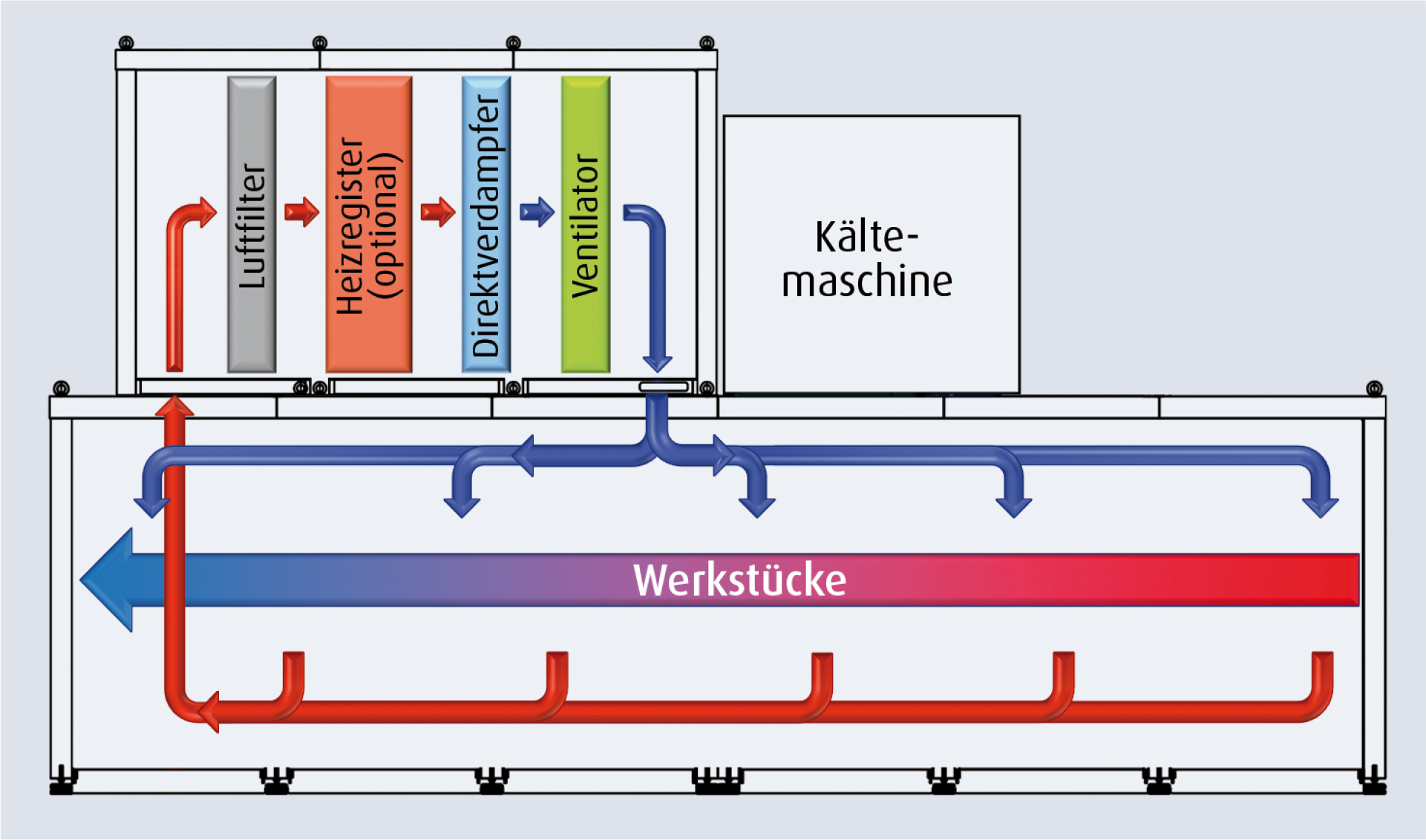
Beim Modell DVT sorgt ein integrierter Kältekreislauf für die erforderliche Wärmeabfuhr, es ist also kein Kaltwassernetz erforderlich. Die aus dem Prozess erlangte Abwärme kann an ein Kühlwassernetz oder an die Hallenluft abgegeben werden. Der Vorteil dieser Variante liegt darin, dass sich nahezu jede beliebige Kühltemperatur erzeugen lässt und ein von der Umgebungstemperatur weitgehend unabhängiger Prozess möglich wird. Grundsätzlich wird die Kühlleistung nach den Vorgaben des Kunden berechnet. Dazu gehören Taktzeit, Werkstückgewicht und Werkstückdurchsatz pro Stunde, Werkstoff der Werkstücke sowie Ein- und Austrittstemperatur des Werkstücks.
Realitätsnahe Tests
Die Abkühldauer wird empirisch ermittelt, da diese von Form, Werkstoff, Oberfläche und Dicke der Werkstücke abhängig ist. Eine genauere Angabe ist im Vorfeld möglich, wenn die Abkühlgeschwindigkeit eines ähnlichen Werkstückes bekannt ist. In der Regel werden in Versuchsanlagen die Abkühlkurven und damit die Längen der Kühlstrecken ermittelt. Im Versuchsaufbau erfolgt zunächst die Erwärmung des Prüflings auf die zu erwartende Eintrittstemperatur. Danach erfolgt die Simulation einer Kühlzone. Düsen blasen Kühlluft auf das Werkstück und Sensoren auf der Oberfläche zeichnen den Abkühlverlauf auf. Nach Möglichkeit erfolgt auch eine Kernmessung. Bei diesen Tests werden unterschiedliche Düsenanordnungen, Luftgeschwindigkeit und Kühllufttemperatur simuliert. Nur so lassen sich optimale Angaben über den Kühlzonenausführung machen.

► Duotemp Kältetechnik GmbH