
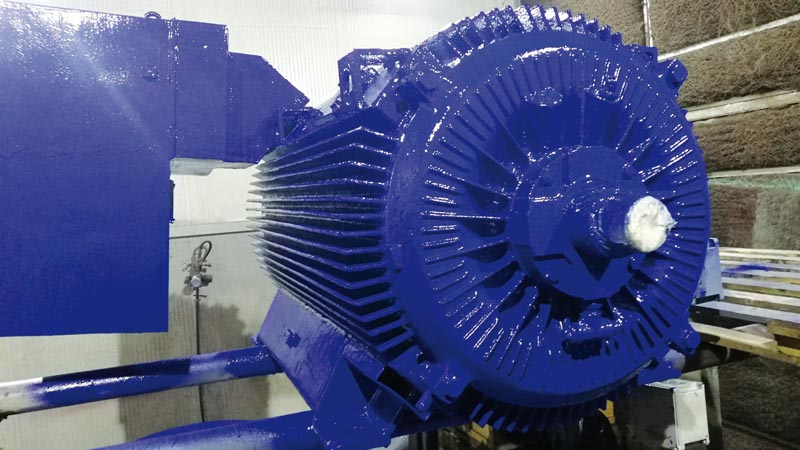
Sanierung statt Neuanschaffung
Elektromotor mit Lochfraß wurde mit einer Reparaturbeschichtung wieder instandgesetzt
Stahlbauteile in Meeresnähe müssen hohe Resistenzen gegen schadhafte Umwelteinflüsse aufweisen. Feuchte, salzhaltige Luft und Ausdampfungen von Chemikalien sorgen für beschleunigte Korrosion. Ein Beschichtungssystem gegen solch aggressive Umstände kann die Lebensdauer von Bauteilen deutlich verlängern.
Im Polypropylen-Werk der Hellenic Petroleum aus Thessaloniki wurde vor kurzem ein Mittelspannungsmotor für die Kühlwasser-Umwälzpumpen restauriert. Der Motor mit ATEX-Zulassung ist seit dem Jahr 2000 im Einsatz und zeigte äußerst starke Erosionsschäden sowie Lochfraßkorrosion an Verdichtergehäuse und Anschlusskasten auf. Eine spezielle Reparaturbeschichtung, eine hochwertige Korrosionsbeschichtung mit zusätzlich einem leistungsstarken Topcoat der Firma Chesterton ermöglichten eine effiziente Erneuerung und schnelle Wiederinbetriebnahme des Elektromotors.
Hellenic Petroleum wurde 1998 gegründet und gehört zu den führenden Energiekonzernen in Südosteuropa. Das hauptsächliche Tätigkeitsspektrum des Unternehmens umfasst die Verarbeitung und den Vertrieb von Erdölprodukten sowie der Erdölförderung. Die Ceramic Polymer GmbH, die im Juli 2019 mit ihrer Münchener Schwesterfirma verschmolzen ist und nun unter dem Namen Chesterton International GmbH firmiert, erhielt den Auftrag zur testweisen Instandsetzung von zunächst einem von insgesamt vier korrodierten Motoren.
Äußerst aggressive Umgebungen
Hellenic Petroleum befindet sich in Griechenland unmittelbar in Meeresnähe. Die Prozesskomponenten und Stahlbauteile müssen in solch extremen Atmosphären sehr resistent gegen die schadhaften Umwelteinflüsse sein. Permanent feuchte, salzhaltige Luft und Ausdampfungen des mit Chemikalien versetzten Kühlwassers beschleunigen die Stahlkorrosion massiv. So zeigte nach 19 Jahren Einsatz die vorhandene Beschichtung nur noch unzureichende Schutzeigenschaften. Am Gehäuse der insgesamt vier Motoren wurde fortgeschrittene Lochkorrosion festgestellt. Auch an den Lamellen der Motoren selbst wurden starke Korrosionserscheinungen sichtbar. Die Vorbereitung des Stahluntergrundes und die Applikation der Beschichtungen wurden von dem Unternehmen George Babalatsidis Co., der Chesterton-Partner für Griechenland, fachmännisch durchgeführt.

Beschichtungs-Konzept
Zur gründlichen Vorbereitung wurden die Flächen mit dem Entfetter für Industrie und Schifffahrt 803(E) gereinigt und anschließend gemäß dem Reinheitsgrad SA3 und einer mittleren Rautiefe von 75 µm sandgestrahlt. Für den darauf folgenden Aufbau und das weitere Ebnen der beschädigten Flächen verwendete Chesterton ein keramikverstärktes 2K-Dickfilm-Abriebschutzsystem auf Epoxidbasis: ARC 858(E) ist eine lösemittelfreie Reparaturbeschichtung, die für Metallflächen, die Erosion, Korrosion und chemischen Angriffen ausgesetzt sind, eingesetzt wird. Die Aushärtungszeit betrug in diesem Fall 20 Stunden bei 15 °C.
Aufgrund der idealen physikalischen Eigenschaften wurde die 2K-Keramikcomposite-Beschichtung auf Epoxidbasis Ceramic-Polymer STP-EP-HV bereits als Außen- wie auch als Innenbeschichtung für verschiedenste Behälter und Stahlkonstruktionen eingesetzt. Diese Beschichtung weist eine hohe Abriebfestigkeit sowie einen robusten Korrosionsschutz gegen aggressive Atmosphären auf. Vor dem Auftrag dieser Schutzbeschichtung wurden die Flächen erneut gestrahlt beziehungsweise im Bereich der Reparaturen mittels Sweepen aufgeraut. Die Applikation fand in zwei Schritten statt: Das Vorlegen von Ecken, Kanten, Lüftungsgittern und den Lamellen erfolgte mit Pinsel und Rolle, um in diesen empfindlichen Bereichen die Gesamtschichtstärke zu erhöhen. Anschließend wurde auf allen Flächen eine Schichtstärke von 350 µm im Airless-Spritzverfahren aufgetragen. Die Trocknungszeit betrug auch hier 20 Stunden bei einer Raumtemperatur von 20 °C.
Die Deckbeschichtung erfolgte mit einem hochvernetzten, UV-stabilen 2K-Polyurethan-Topcoat: Proguard 169(37) wurde ebenfalls an Ecken und Kanten mit dem Pinsel vorgelegt, danach nass-in-nass im Airless-Spritzverfahren in zwei Schichten mit einer Gesamtstärke von 80 µm appliziert.

Hohe Schutzanforderungen gegen aggressive Umgebungen
Die eingesetzten Beschichtungen erfüllen die Anforderung der ISO 12944-2 in der Korrosivitätskategorie C5 und sind daher zum Schutz von Stahluntergründen in industriellen Bereichen mit hoher Luftfeuchte in aggressiven Umgebungen geeignet. Zudem gewähren die Produkte eine dauerhafte Resistenz gegen die Bestandteile des Kühlwassers wie Schwefelsäure, Natriumhypochlorit, NALCO – Spezialchemikalien für Kühlwasserkonditionierung wie Zinkchlorid, Phosphorsäure, Methanol, Formaldehyd.
Zügige Wiederinbetriebnahme
Für den wirksamen Aufbau von erosionsgeschädigten Bauteilen, speziell für Prozesskomponenten wie Pumpen, Maschinenelemente und Motoren eignen sich die Beschichtungen der Chesterton-Linie ARC Efficiency & Protective Coatings. Zusammen mit den Ceramic-Polymer-Produkten wird so ein optimaler Schutz gegen Korrosion und Erosion geboten. Zügige Aushärtezeiten ermöglichen eine schnelle Wiederinbetriebnahme und somit kurze Ausfallzeiten der Anlagen. Zusätzlich können diese in Abhängigkeit von Produkt und Art der Bauteile durch Nachtempern gegebenenfalls noch verkürzt werden.
Die einfach aufzutragenden Schutzsysteme überzeugten Hellenic Petroleum. Nach der erfolgreichen Sanierung des ersten Motors entschied sich das Unternehmen daher, auch die übrigen drei von Lochfraß stark geschädigten Motoren mit den Chesterton-Systemen bearbeiten zu lassen. Die Sanierung erspart dem griechischen Erdölverarbeiter aus Thessaloniki eine teure Neuanschaffung der Gehäuse denn die Komponenten sind nun für weitere Jahre voll einsatzfähig.
► Chesterton International GmbH