
Trends in der industriellen Teilereinigung
Auf Basis der erwähnten Markt- und Trendanalyse in der industriellen Teilereinigung wurde prognostiziert, dass nach dem Jahr 2012 wieder Lösemittel-basierte Reinigungsverfahren an Bedeutung gewinnen sollten. Dieses Szenario hat sich bestätigt. Eine enorme Entwicklung im Bereich des Anlagenbaus, der Medien-Aufbereitung und Arbeitssicherheit, hat diesem Bereich wieder einen Aufwärtstrend beschert.
Nassverfahren sind aufgrund ihrer Komplexität und dem damit verbundenen Platz- und Investitionsbedarf meist als zentrale Reinigungsanlagen ausgeführt. Andererseits könnte die Rekontaminationsgefahr bereits gereinigter Teile und der Logistikaufwand durch Dezentralisierung minimiert werden. Eine allgemeingültige Patentlösung gibt es dafür nicht. Insofern wird es immer wichtiger, Reinigungsprozesse im Gesamtzusammenhang der kompletten Produktionskette zu betrachten und für die gesamte Fertigungs- und Teilelogistikstruktur anforderungsgerecht zu planen. Dazu gehört auch, die zu entfernenden Verunreinigungen und die notwendigen Grenzwerte der Restverschmutzung bereits bei der Bauteilkonstruktion zu berücksichtigen.
Eine weitere Möglichkeit, Reinigungsaufwand zu minimieren, führt zur lokalen Reinigung von Funktionsflächen. Wieso muss innerhalb einer Fertigungslinie das gesamt Bauteil integral gereinigt werden, wenn nur eine bestimmte Funktionsfläche zum Beispiel zum anschließenden Fügen gereinigt bzw. vorbehandelt werden muss? Die Reduzierung der zu reinigenden Fläche führt zwangsläufig zur Zeit- und Kostenreduktion.
Lokale Reinigungsverfahren müssen präzise positionierbar und kontrollierbar sein, dürfen angrenzende Systemkomponenten nicht beeinträchtigen und müssen individuell auf die Reinigungsaufgabe abgestimmt sein. Gute Beispiele hierfür sind die Laserreinigung, die Reinigung mit einem atmosphärischen Plasmajet und das Strahlen mit festem Kohlendioxid.
Grundlage des Laserreinigens ist das Verdampfen der Verschmutzungen durch lokalen und selektiven Energieeintrag. Der Energieeintrag über die Photonen des Laser-Lichts erfolgt dabei – abhängig von der Absorption der Laserwellenlänge im Werkstoff – mit sehr hohen Intensitäten und sehr kurzen Wechselwirkungszeiten. Ideal ist eine hohe Absorption in der Verunreinigung und hohe Reflexion bzw. Transmission im Grundwerkstoff. Die geringe laterale Ausdehnung und die sehr flexible Strahlablenkung des Arbeitsspots sowie die berührungslose Wirkweise prädestinieren den Laser für eine ortsselektive Bearbeitung.
Die Anwendungsmöglichkeiten umfassen das Abtragen von Beschichtungen sowohl organischer als auch anorganischer Verunreinigungen und die Reinigung von Funktionsflächen vor nachfolgenden Prozessschritten. Verschmutzungen können dabei Prozesshilfsstoffe, Konservierungsmittel und Korrosionsprodukte sein. Abhängig von den Prozessparametern ist das Laserreinigen ein Verfahren, welches nicht nur Verunreinigungen selektiv entfernt, sondern Oberflächen auch gezielt beeinflussen oder strukturieren und damit vorbehandeln kann.
Bei der Verwendung eines Plasma-Jets werden plasmachemische Prozesse ausgenutzt. Durch eine elektrische Entladung werden die Bestandteile eines Gasgemischs ionisiert, Elektronen und Ionen freigesetzt, UV-Licht emittiert und Molekül-Radikale erzeugt und anschließend mit dem Gasstrom auf die Bauteiloberfläche gerichtet. Die hochreaktiven Bestandteile dieses Plasmas können z.B. organische Verschmutzungen auf der Oberfläche chemisch umwandeln und in die Gasphase überführen sowie die Oberfläche des Grundwerkstoffs selbst – je nach verwendeter Gasart – oxidierend, reduzierend oder durch den Einbau von Stickstoff-Gruppen chemisch verändern und damit gezielt vorbehandeln. Prinzipbedingt handelt es sich um eine Feinstreinigung, die nicht für große Mengen an Verschmutzungen geeignet ist und kaum in der Lage ist, Partikel zu entfernen. Als Vorbehandlung vor dem Kleben, Fügen und Bedrucken von Funktionsflächen hat dieses Verfahren ein wachsendes Anwendungsgebiet.
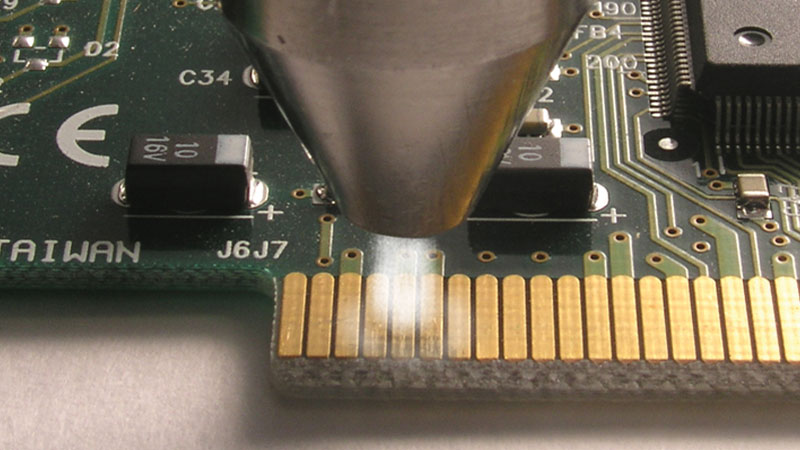
Ähnliche Vorteile – kein Einbringen eines Reinigungsmediums, trockene Reinigung und geringe Beeinflussung des Grundwerkstoffs (selektive Reinigung) – hat das Strahlen mit festem CO2. Im Gegensatz zur rein mechanischen Wirkung anderer Strahlmittel beruht das CO2-Strahlen auf einer Kombination verschiedener Wirkmechanismen. Da es sich um ein Druckluftstrahlen mit festem Strahlmittel handelt, führt die kinetische Energie des Strahlmittels zu einer mechanischen Abtrennung. Aufgrund der niedrigen Härte von festem Kohlendioxid von unter 2 Mohs ist die abrasive Beeinflussung des Grundmaterials aber gering. Noch sensitiver ist das CO2- Schneestrahlen. Hierbei wird flüssiges CO2 beim Austritt aus einer Düse entspannt und durch die damit verbundene Abkühlung teilweise in CO2-Scheekristalle als Strahlmittel umgewandelt, die durch ihre geringe Größe und Härte keine abrasive Wirkung mehr entfalten. Das Druckgefälle reicht für die Strahlwirkung aus und damit wird keine separate Druckluft benötigt.
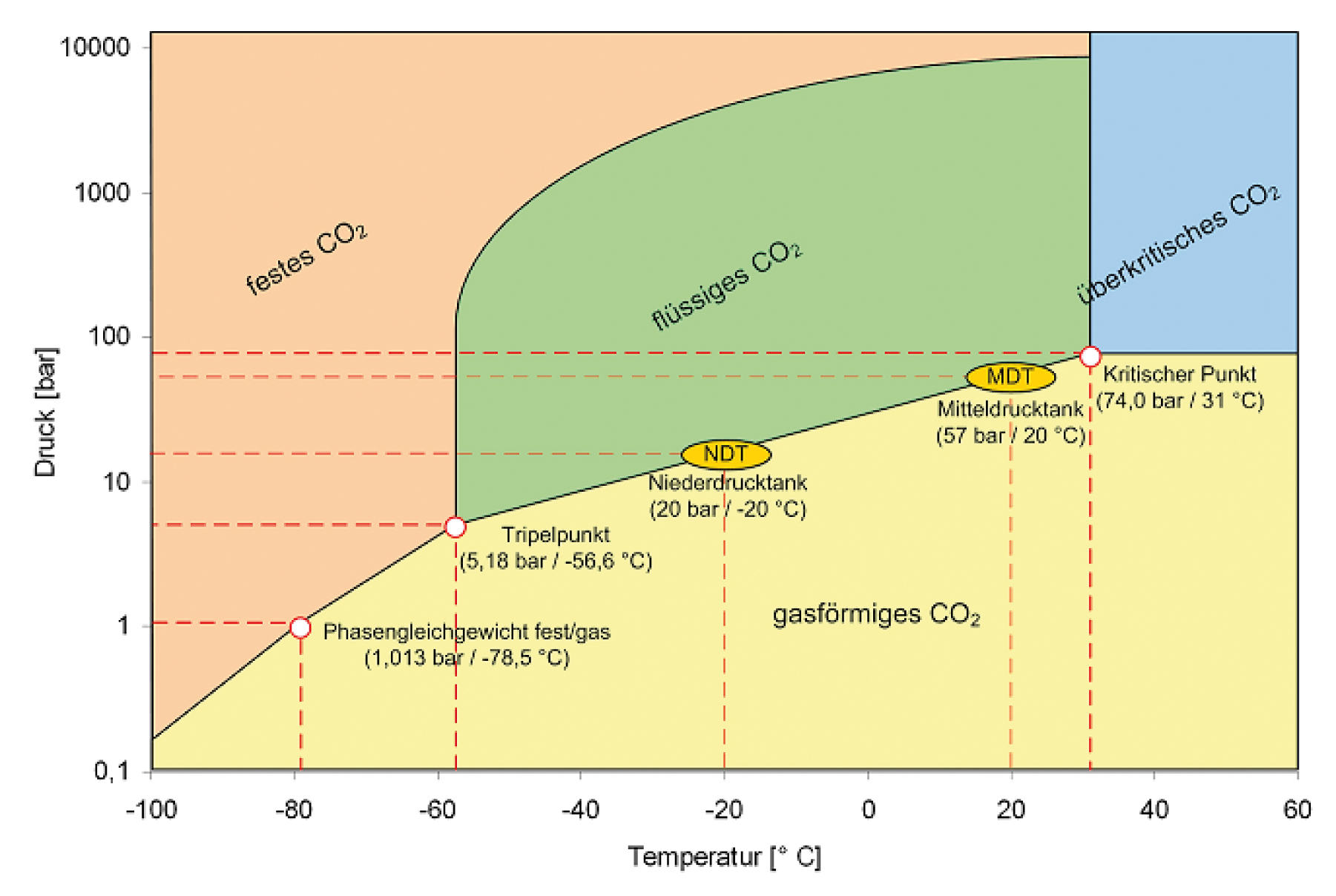
Wie aus dem Bild unten ersichtlich ist, beträgt die Temperatur von festem CO2 bei Umgebungsdruck auf der Sublimationsdruckkurve ‑78,5 °C. Beim Auftreffen des Strahlmittels kommt es aufgrund unterschiedlicher Wärmeausdehnungskoeffizienten zu thermischen Spannungen und der Trennung von Verunreinigung und Substrat. Das CO2 sublimiert und der Druckstoß der damit einhergehenden Volumenvergrößerung unterstützt die Reinigung.
Das gasförmige CO2 trägt dabei nicht zum Treibhauseffekt bei. Für das Strahlen wird CO2 verwendet, das bereits bei anderen Prozessen, wie etwa bei der Ammoniaksynthese, entstanden ist und nicht separat aus fossilen Brennstoffen erzeugt werden muss. CO2-Strahlen stellt vielmehr eine Möglichkeit dar, das in Zukunft durch Rückhaltung bei der Energieerzeugung nahezu unbegrenzt zur Verfügung stehende Produkt Kohlendioxid einer sinnvollen Verwendung zuzuführen 1.
Momentan ist die lokale Reinigung von Funktionsflächen noch keine Selbstverständlichkeit, doch Zeitersparnis und geringere Betriebskosten sind nur zwei Vorteile entsprechender Verfahren.
In den aktuellen Entwicklungsrichtungen rund um Industrie 4.0, insbesondere bei der Automatisierung, Digitalisierung und Vernetzung von Produktions- und Qualitätssicherungsprozessen spielten Reinigungsprozesse bisher kaum eine Rolle. Da jedoch, wie oben beschrieben, Reinigungsschritte in Fertigungsketten oft eine qualitätsbestimmende Rolle spielen, ist eine Einbeziehung der industriellen Bauteilreinigung in die Vernetzung und Digitalisierung der Produktion unabdingbar, da sonst keine durchgängige Lösung geschaffen werden kann und nur mit Insellösungen nicht der erwartete Effekt erzielt werden kann. Forschungseinrichtungen und einzelne Unternehmen haben diese Notwendigkeit bereits erkannt und entwickeln erste Ansätze. Obwohl im Bereich des Reinigungsanlagenbaus bereits ein hohes Niveau an Automatisierungslösungen existiert, offenbaren sich erhebliche Lücken für die angestrebte Vernetzung und Digitalisierung. Anders als z.B. bei Werkzeugmaschinen lassen sich nur schwer Zusammenhänge zwischen dem Zustand des Werkzeugs (z.B. Ultraschall, Reiniger) und dem erzielten Ergebnis analytisch herstellen. Hier spielt noch sehr viel mehr Erfahrungswissen eine Rolle als bei anderen Fertigungsverfahren. Deshalb werden zukünftig die Nutzung von Künstlicher Intelligenz (KI) und neuronale Netzwerke für ein interpretierbares maschinelles Lernen eine wichtige Rolle spielen, um auch Reinigungsprozesse fit zu machen für die zukünftigen Anforderungen der industriellen Produktion.
1 UHLMANN, E.; KRIEG, M.: Nutzung von Kohlendioxid in der Fertigungstechnik. In: ZWF Zeitschrift für wirtschaftlichen Fabrikbetrieb 102 (2007), Nr. 11; S. 751-755